
【PP操作手冊】建立和下達返修生產訂單
選單路徑:SAP 選單 > 後勤 > 生產 >車間現場控制>訂單>建立>CO07 – 不含物料
事務程式碼:CO07
滑鼠雙擊,進入“生產訂單建立:初始螢幕”檢視。

|
欄位名稱 |
描述 |
R/O/C |
使用者操作和輸入值 |
欄位作用 |
|
生產工廠 |
O |
工廠 |
工廠 |
|
|
訂單型別 |
O |
廠內返修生產訂單 |
區分生產訂單的型別 |
維護生產工廠和訂單型別,敲鍵盤上Enter鍵,進入“生產訂單建立-擡頭”介面。
注:PP03型別的生產訂單是指在廠內因入庫檢和發運檢不合格而下發的返修訂單。
PP04型別的生產訂單是指客戶的葉片需要返廠返修而下達的返修訂單。

|
欄位名稱 |
描 述 |
R/O/C |
使用者操作和輸入值 |
欄位作用 |
|
物料 |
O |
SI42.2BJA135009毛坯 |
||
|
總數量 |
R |
1 |
||
|
單位 |
R |
BRA |
||
|
基本日期-結束 |
生產訂單計劃完成時間 |
O |
2013-03-20 |
|
|
基本日期-開始 |
生產訂單計劃開始時間 |
O |
2013-03-19 |
|
|
計劃型別 |
C |
3只有能力需求 |
敲鍵盤上Enter鍵,進入“選擇工藝路線”小視窗。
注:維護物料描述規則:返修產品的序列號+返修產品的物料描述

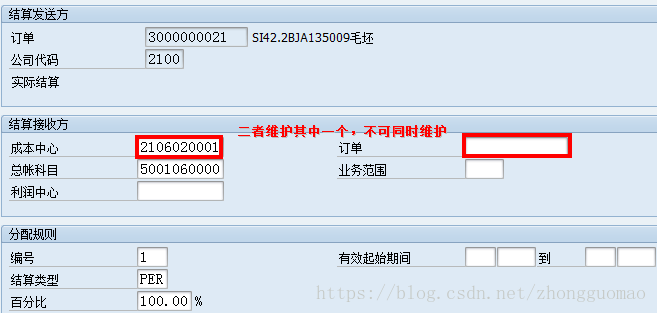
滑鼠點選 ,進入“維護結算規則-總覽”介面。
- PP03:廠內返修生產訂單
步驟1:固定使用“類:G/L,結算接收方:5001060000,結算型別:PER”

步驟2:雙擊進入,維護轉入方:成本中心 或者 生產訂單
注:PP04:售後返修生產訂單
步驟1:固定使用“類:G/L,結算接收方:6401010000,結算型別:FUL”

步驟2:雙擊進入,維護獲利能力段
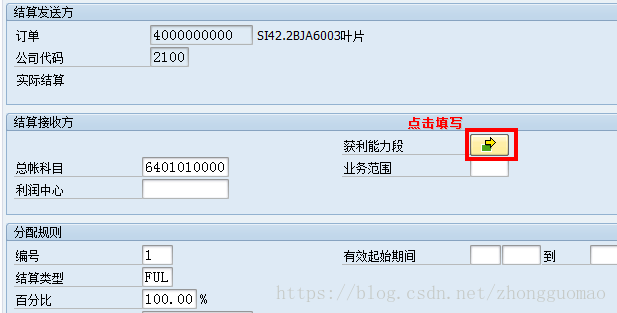
步驟3:點選“獲利能力段”,填寫返修的物料編碼

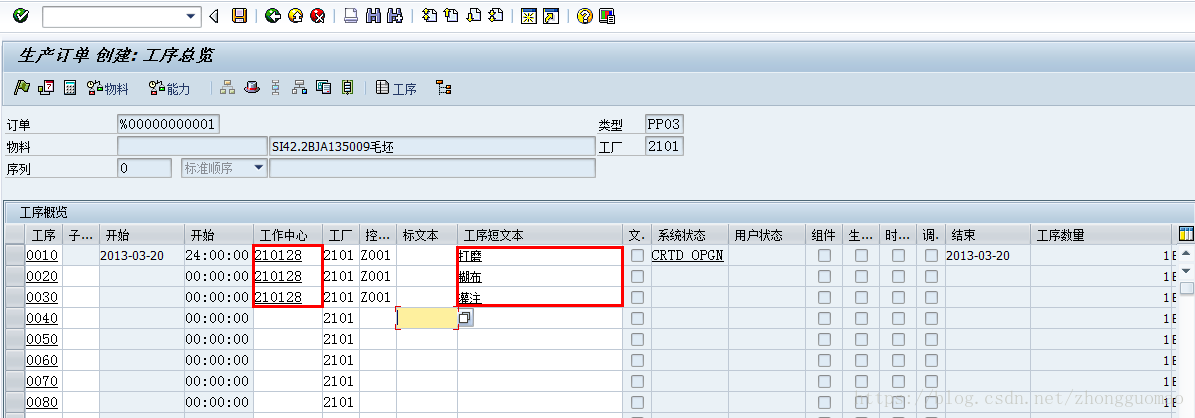
按回車鍵,系統會自動帶出接收方短文字、結算百分比例和結算型別。完成以上資料填寫之後點選,再次進入“生產訂單建立:擡頭”介面,此時點選
,進入“生產訂單建立:工序總覽”介面。

|
欄位名稱 |
描 述 |
R/O/C |
使用者操作和輸入值 |
欄位作用 |
|
工作中心 |
O |
210128 |
||
|
工序短文字 |
返修作業的工序 |
O |
打磨 |
|
|
控制碼 |
ZOO1 |
維護第一列行專案(即第一道返修工序)上的工作中心和工序短文字。

維護完成第一道工序後,滑鼠雙擊工序(0010),進入“生產訂單建立:工序-細節”介面。

|
欄位名稱 |
描 述 |
R/O/C |
使用者操作和輸入值 |
欄位作用 |
|
準備時間 |
O |
1 |
||
|
處理時間 |
O |
1 |
維護選擇標準值,維護準備時間、處理時間、直接人工、燃料動力、機器折舊、其他製造的
標準值。
注:準備時間是指開始作業前準備工作所花費的時間。
處理時間和直接人工是指在準備工作之後,完成產品所要花費的時間。
燃料動力和機器折舊是指機器裝置的使用時間。
其他製造等於處理時間。

維護完成之後,滑鼠點選,回到“生產訂單建立:工序總覽”的介面。
其他工序的維護,在此介面上繼續輸入工作中心和工序短文字。

完成以上數值填寫之後,按回車鍵,進入“生產訂單建立:工序輸入裝置”介面,選擇標準值,進入“標準值“介面,填寫準備時間和處理時間的標準值。

滑鼠單擊,回到“生產訂單建立:擡頭”介面。

滑鼠點選,將返修訂單下達。
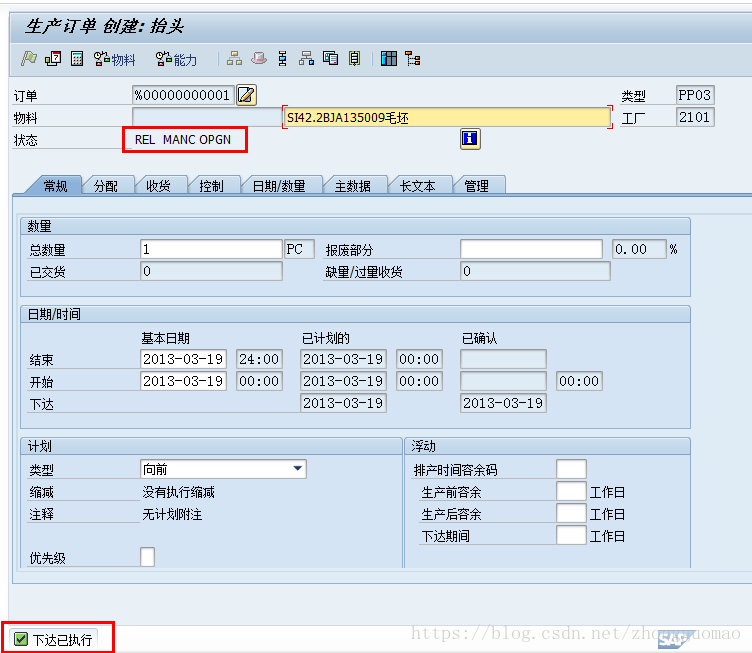
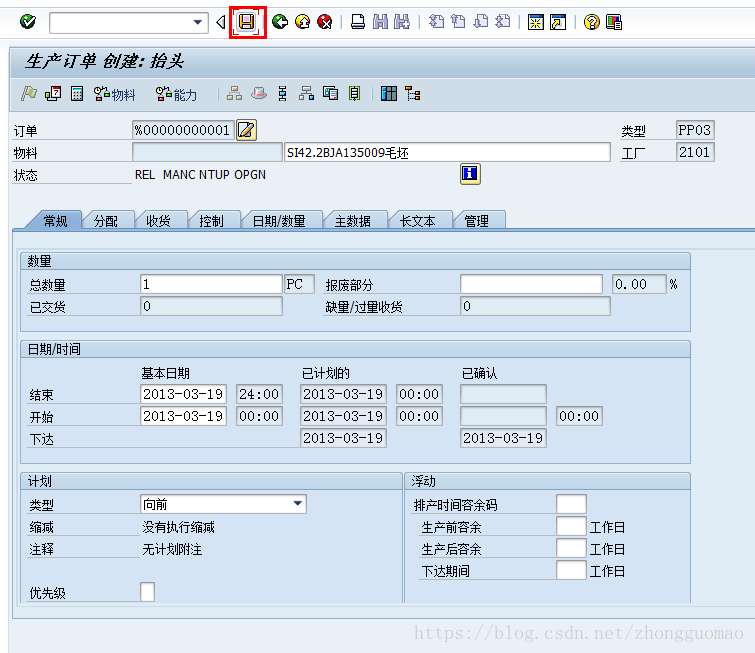
敲回車之後,系統會提示,此時生產訂單狀態也從CRTD MANC NTUP OPGN轉變為REL MANC OPGN。
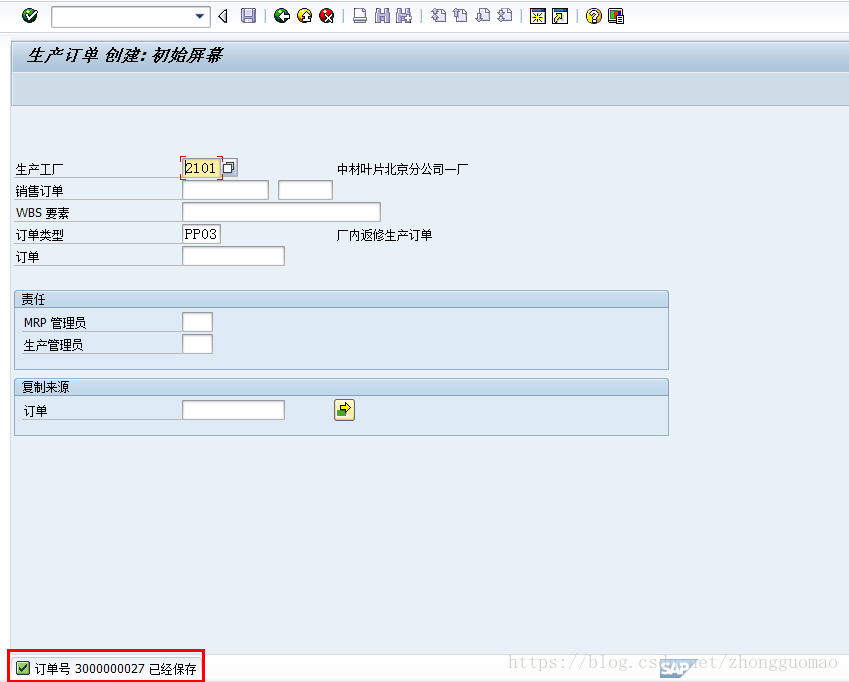
滑鼠點選 ,此時螢幕左下角出現
,表明返修訂單已經建立和下達成功。