
2018年高教社杯全國大學生數學建模競賽題目問題B 智慧RGV的動態排程策略
問題B 智慧RGV的動態排程策略
圖1是一個智慧加工系統的示意圖,由8臺計算機數控機床(Computer Number Controller,CNC)、1輛軌道式自動引導車(Rail Guide Vehicle,RGV)、1條RGV直線軌道、1條上料傳送帶、1條下料傳送帶等附屬裝置組成。RGV是一種無人駕駛、能在固定軌道上自由執行的智慧車。它根據指令能自動控制移動方向和距離,並自帶一個機械手臂、兩隻機械手爪和物料清洗槽,能夠完成上下料及清洗物料等作業任務(參見附件1)。
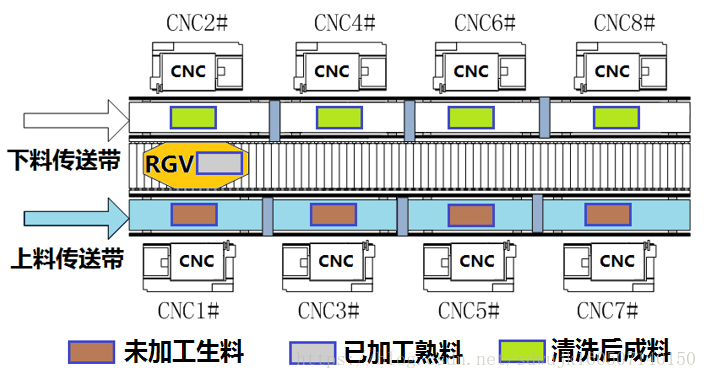
圖1:智慧加工系統示意圖
針對下面的三種具體情況:
(1)一道工序的物料加工作業情況,每臺CNC安裝同樣的刀具,物料可以在任一臺CNC上加工完成;
(2)兩道工序的物料加工作業情況,每個物料的第一和第二道工序分別由兩臺不同的CNC依次加工完成;
(3)CNC在加工過程中可能發生故障(據統計:故障的發生概率約為1%)的情況,每次故障排除(人工處理,未完成的物料報廢)時間介於10~20分鐘之間,故障排除後即刻加入作業序列。要求分別考慮一道工序和兩道工序的物料加工作業情況。
請你們團隊完成下列兩項任務:
任務1:對一般問題進行研究,給出RGV動態排程模型和相應的求解演算法;
任務2:利用表1中系統作業引數的3組資料分別檢驗模型的實用性和演算法的有效性,給出RGV的排程策略和系統的作業效率,並將具體的結果分別填入附件2的EXCEL表中。
表1:智慧加工系統作業引數的3組資料表 時間單位:秒
|
系統作業引數 |
第1組 |
第2組 |
第3組 |
|
RGV移動1個單位所需時間 |
20 |
23 |
18 |
|
RGV移動2個單位所需時間 |
33 |
41 |
32 |
|
RGV移動3個單位所需時間 |
46 |
59 |
46 |
|
CNC加工完成一個一道工序的物料所需時間 |
560 |
580 |
545 |
|
CNC加工完成一個兩道工序物料的第一道工序所需時間 |
400 |
280 |
455 |
|
CNC加工完成一個兩道工序物料的第二道工序所需時間 |
378 |
500 |
182 |
|
RGV為CNC1#,3#,5#,7#一次上下料所需時間 |
28 |
30 |
27 |
|
RGV為CNC2#,4#,6#,8#一次上下料所需時間 |
31 |
35 |
32 |
|
RGV完成一個物料的清洗作業所需時間 |
25 |
30 |
25 |
注:每班次連續作業8小時。
附件1:智慧加工系統的組成與作業流程
1.系統的場景及實物圖說明
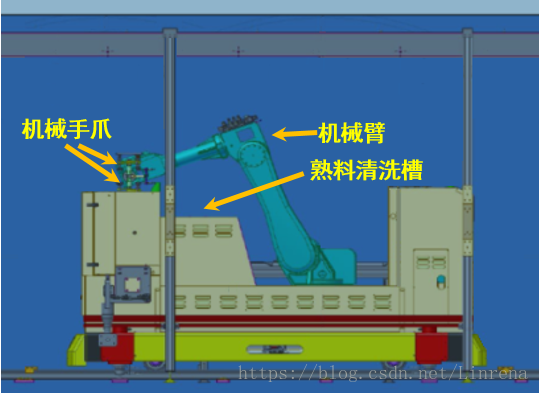
在附圖1中,中間裝置是自帶清洗槽和機械手的軌道式自動引導車RGV,清洗槽每次只能清洗1個物料,機械手臂前端有2個手爪,通過旋轉可以先後各抓取1個物料,完成上下料作業。兩邊排列的是CNC,每臺CNC前方各安裝有一段物料傳送帶。右側為上料傳送帶,負責為CNC輸送生料(未加工的物料);左邊為下料傳送帶,負責將成料(加工並清洗完成的物料)送出系統。其他為保證系統正常執行的輔助裝置。

附圖一 附圖二
附圖三 附圖四
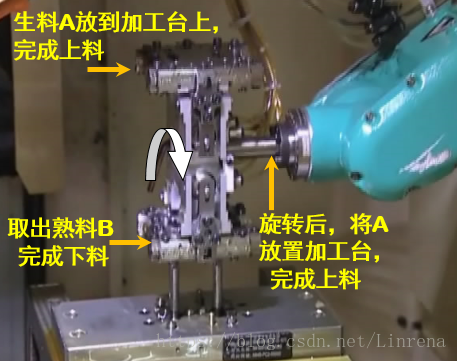
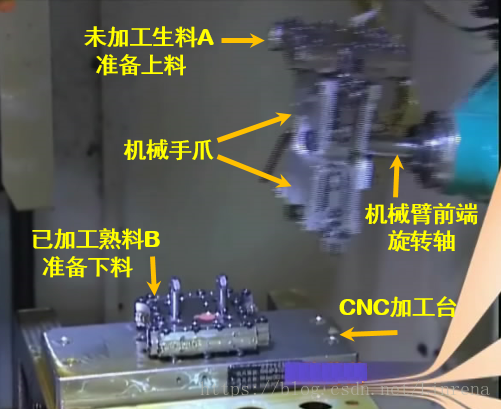
在附圖3左圖中,機械臂前端上方手爪抓有1個生料A,CNC加工臺上有1個熟料B。RGV機械臂移動到CNC加工臺上方,機械臂下方空置的手爪準備抓取熟料B,在抓取了熟料B後即完成下料作業。
在附圖3右圖中,RGV機械臂下方手爪已抓取了CNC加工臺上的熟料B擡高手臂,並旋轉手爪,將生料A對準加工位置,安放到CNC加工臺上,即完成上料作業。
2.系統的構成及說明
智慧加工系統由8臺CNC、1臺帶機械手和清洗槽的RGV、1條RGV直線軌道、1條上料傳送帶和1條下料傳送帶等附屬裝置構成。
(1)CNC:在上料傳送帶和下料傳送帶的兩側各安裝4臺CNC,等距排列,每臺CNC同一時間只能安裝1種刀具加工1個物料。
如果物料的加工過程需要兩道工序,則需要有不同的CNC安裝不同的刀具分別加工完成,在加工過程中不能更換刀具。第一和第二道工序需要在不同的CNC上依次加工完成,完成時間也不同,每臺CNC只能完成其中的一道工序。
(2)RGV:RGV帶有智慧控制功能,能夠接收和傳送指令訊號。根據指令能在直線軌道上移動和停止等待,可連續移動1個單位(兩臺相鄰CNC間的距離)、2個單位(三臺相鄰CNC間的距離)和3個單位(四臺相鄰CNC間的距離)。RGV同一時間只能執行移動、停止等待、上下料和清洗作業中的一項。
(3)上料傳送帶:上料傳送帶由4段組成,在奇數編號CNC1#、3#、5#、7#前各有1段。由系統感測器控制,只能向一個方向傳動,既能連動,也能獨立運動。
(4)下料傳送帶:下料傳送帶由4段組成,在偶數編號CNC2#、4#、6#、8#前各有1段。由感測器控制,只能向同一個方向傳動,既能連動,也能獨立運動。
3. 系統的作業流程
(1)智慧加工系統通電啟動後,RGV在CNC1#和CNC2#正中間的初始位置,所有CNC都處於空閒狀態。
(2)在工作正常情況下,如果某CNC處於空閒狀態,則向RGV發出上料需求訊號;否則,CNC處於加工作業狀態,在加工作業完成即刻向RGV發出需求訊號。
(3)RGV在收到某CNC的需求訊號後,它會自行確定該CNC的上下料作業次序,並依次按順序為其上下料作業。根據需求指令,RGV執行至需要作業的某CNC處,同時上料傳送帶將生料送到該CNC正前方,供RGV上料作業。
RGV為偶數編號CNC一次上下料所需時間要大於為奇數編號CNC一次上下料所需時間。
(4)在RGV為某CNC完成一次上下料作業後,就會轉動機械臂,將一隻機械手上的熟料移動到清洗槽上方,進行清洗作業(只清洗加工完成的熟料)。
具體過程:首先用另一隻機械手抓取出清洗槽中的成料、轉動手爪、放入熟料到清洗槽中,然後轉動機械臂,將成料放到下料傳送帶上送出系統。這個作業過程所需要的時間稱為RGV清洗作業時間,並且在這個過程中RGV不能移動。
熟料在清洗槽中的實際清洗時間是很短的,遠小於機械手將成料放到下料傳送帶上的時間。
(5)RGV在完成一項作業任務後,立即判別執行下一個作業指令。此時,如果沒有接到其他的作業指令,則RGV就在原地等待直到下一個作業指令。
某CNC完成一個物料的加工作業任務後,即刻向RGV發出需求訊號。如果RGV沒能即刻到達為其上下料,該CNC就會出現等待。
(6)系統周而復始地重複(3)至(5),直到系統停止作業,RGV回到初始位置。
相關演算法:
神經網路
遺傳演算法
貪婪演算法
蒙特卡洛
最優化
最短路徑問題
排隊論
動態規劃
多元統計分析