
焊接機器人控制系統原理分析
焊接機器人控制系統原理及應用分析
焊接是工業生產中非常重要的加工方式,同時由於焊接煙塵、弧光和金屬飛濺的存在,焊接的工作環境非常惡劣,隨著人工成本的逐步提升,以及人們對焊接質量的精益求精,焊接機器人得到了越來越廣泛的應用。
機器人在焊裝生產線中運用的特點
焊接機器人在高質、高效的焊接生產中發揮了極其重要的作用,其主要特點如下:
1.效能穩定、焊接質量穩定,保證其均一性
焊接引數如焊接電流、電壓、焊接速度及焊接幹伸長度等對焊接結果起決定性作用。人工焊接時,焊接速度、幹伸長等都是變化的,很難做到質量的均一性;採用機器人焊接,每條焊縫的焊接引數都是恆定的,焊縫質量受人為因素影響較小,降低了對工人操作技術的要求,焊接質量非常穩定。
2.改善了工人的勞動條件
採用機器人焊接後,工人只需要裝卸工件,遠離了焊接弧光、煙霧和飛濺等;點焊時,工人不再需要搬運笨重的手工焊鉗,從大強度的體力勞動中解脫出來。
3.提高勞動生產率
機器人可一天24h連續生產,隨著高速、高效焊接技術的應用,使用機器人焊接,效率提高地更加明顯。
4.產品週期明確,容易控制產品產量
機器人的生產節拍是固定的,因此安排生產計劃非常明確。
5.可縮短產品改型換代的週期,降低相應的裝置投資
可實現小批量產品的焊接自動化。機器人與專機的最大區別就是它可以通過修改程式以適應不同工件的生產。
一、FANUC控制系統概述
FANUC機器人主要應用在奇瑞公司乘用車一廠和乘用車三廠的焊裝車間,是奇瑞最早引進的焊接機器人,也是奇瑞公司最先用到具有附加軸的焊接機器人。
其控制系統採用32位CPU控制,以提高機器人運動插補運算和座標變換的運算速度。採用64位數字伺服驅動單元,同步控制6軸運動,運動精度大大提高,最多可控制到21軸,進一步改善了機器人動態特性。支援離線程式設計技術,技術人員可通過離線程式設計軟體設定引數,優化機器人運動程式。控制器內部結構相對整合化,這種整合方式具有結構簡單、整機價格便宜、易維護保養等特點。

圖1 控制原理圖
二、FANUC控制系統內部結構分析
控制器是機器人的核心部分,實現對機器人的動作操作、訊號通訊、狀態監控等功能。下面以FANUC—F-200iB為例,對其控制系統內部結構和各部分的功能進行分析:
1)電源供給單元
變壓器向電源分配單元輸入230V交流電,通過該單元的系統電源分配功能對控制箱內部各工作板卡輸出210V交流電及±15V、+24V直流電。
2)安全保護迴路
由變壓器直接向急停單元供電,並接入內部各控制板卡形成保護迴路,對整個系統進行電路保護。
3)伺服放大器
不僅提供伺服電機驅動和抱閘電源,並且與絕對值編碼器實現實時資料轉換,與主控機間採用光纖傳輸資料,進行實時訊號迴圈反饋。
4)輸入/輸出模組
標配為ModuleA/B,另外也可通過在擴充套件槽安裝Profibus板、過程控制板與PLC及外圍裝置進行通訊。
5)主控單元
整個控制系統的中樞部分,包括主機板、CPU、FROM/SRAM元件及伺服卡,負責控制器內部及外圍裝置的訊號處理和交換。
6)急停電路板
用來對緊急停止系統、伺服放大器的電磁接觸器以及預備充電進行控制。
7)示教器
包括機器人程式設計在內的所有操作都能由該裝置完成,控制器狀態和資料都顯示在示教盒的顯示器上。
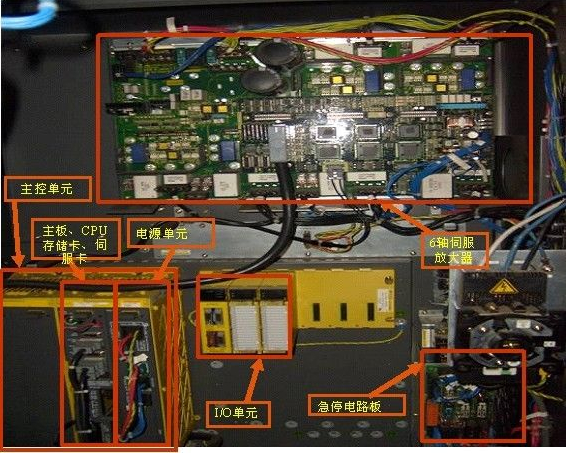
圖2 控制內部結構
三、 故障案例分析
機器人控制器斷電檢修後,對控制器送電,機器人報伺服故障,故障程式碼為SERVO-062。對此故障進行復位:按MENUS→SYSTEM→F1,[TYPE]→找 master/cal→F3,RES_PCA →F4,YES 後,機器人仍然報伺服故障。
1、故障分析和檢查:故障程式碼SERVO-062的解釋為SERVO2 BZAL alarm(Group:%d Axis:%d),故障可能原因分析如下:
1) 機器人編碼器上資料儲存的電池無電或者已經損壞:拆卸編碼器脈衝數據儲存的電池安裝盒,電池盒內裝有4節普通1.5V的1號乾電池,對每節電池的電壓進行測量,均在1.4V以下,電池電壓明顯偏低,於是更換新電池,再次對故障進行復位,機器人仍然報SERVO-062故障。
2) 控制器內伺服放大器控制板壞:檢查伺服放大器LED“D7”上方的2個DC鏈路電壓檢測螺絲,確認DC鏈路電壓。如果檢測到的DC鏈路電壓高於50V,就可判斷伺服放大器控制板處於異常狀態。實際檢測發現DC鏈路電壓低於50V,所以初步判斷伺服放大器控制板處於正常狀態。 進一步對伺服放大器控制板上P5V、P3.3V、SVEMG、OPEN的LED顏色進行觀察,確認電源電壓輸出正常,沒有外部緊急停止訊號輸入,與機器人主機板通訊也正常,排除伺服放大器控制板損壞。
3) 線路損壞:對機器人控制器與機器人本體的外部電纜連線RM1、RP1進行檢查,RM1為機器人伺服電機電源、抱閘控制線,RP1為機器人伺服電機編碼器訊號以及控制電源線路、末端執行器線路、編碼器上資料儲存的電池線路等線路。拔掉插頭RP1,對端子5、6、18 用萬用表測量+5V、+24V控制電源均正常。接下來對編碼器上資料儲存的電池線路進行檢查。機器人每個軸的伺服電機脈衝編碼器控制端由1-10個端子組成,端子8、9、10為+5V電源,端子4、7為資料保持電池電源,端子5、6為反饋訊號,端子3為接地,端子1、2空。拔掉M1電機的脈衝控制插頭 M1P,萬用表測量端子4、7,電壓為0,同樣的方法檢查M2~M7電機全部為0,由此可以判斷編碼器上資料儲存的電池線路損壞。順著線路,發現正負電源雙絞線的一端插頭長期埋在積水中,線路已腐蝕嚴重。
2、故障處理:更換線路後復位,對機器人進行全軸零點復歸“ZERO POSITION MASTER”,匯入備份程式後恢復正常,故障排除。
結論
做為日系機器人的主要品牌之一,其在控制原理上與其它品牌機器人大致相同,但其控制部分組成結構有著自己的風格,體現亞洲人的使用習慣,比較適合國內使用。我國焊接機器人技術的研究應用雖然較晚,但借鑑於國外的成熟技術,得到了迅速的發展。09年我公司與哈工大合作開發的奇哈機器人誕生,似乎看到了企業與科研合作的力量,覺得當企業進入的時候,特別是這種應用型企業開始參與裝置的研究的時候,門就慢慢打開了。但焊接機器人是個機電一體化的高技術產品,單靠企業的自身能力是不夠的,需要政府對機器人生產企業及使用國產機器人系統的企業給予一定的政策和資金支援,加速我國國產機器人的發展。