
S7-1200 的運動控制
S7-1200 CPU本體集成點硬件輸出點最高頻率為100kHz,信號板上硬件集成點輸出的最高頻率為20kHz,CPU在使用PTO功能時將把集成點Qa.o,Qa.2或信號板的Q4.0作為脈沖輸出點,Qa.1,Qa.3和Q4.1作為方向信號輸出點,雖然使用了過程映像區的地址,但這些點會被PTO功能獨立使用,不會受掃描周期的影響,其作為普通輸出點的功能將被禁止。並且,PTO的輸出類型只支持PNP輸出,電壓為DC 24V,繼電器輸出的點不能應用於PTO功能。
硬件輸出的組態
具體操作的步驟如下:
1)選擇設備組態
2)選擇合適的CPU
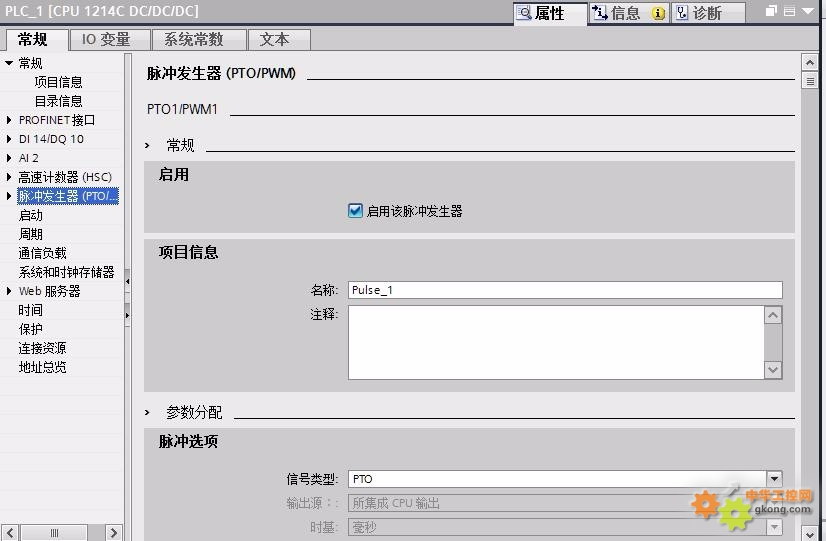
3)在屬性選項卡中激活使能高速脈沖發生器功能。
脈沖發生器組態:
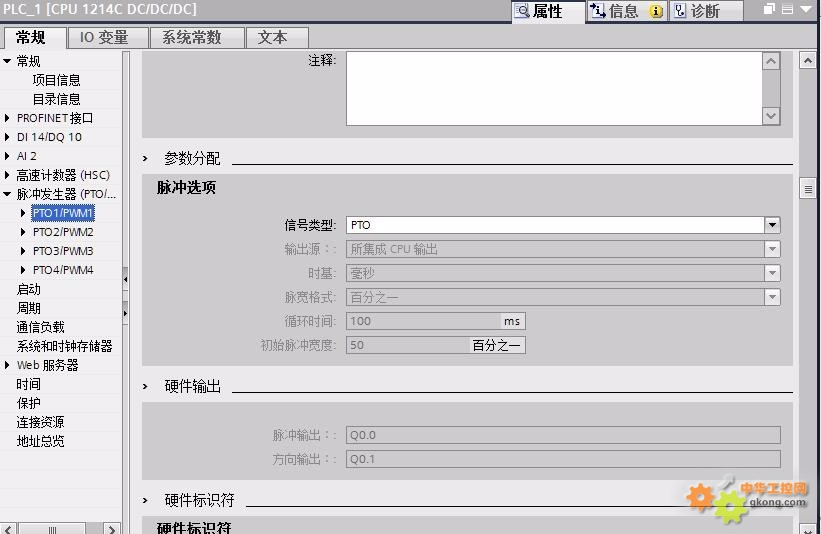
脈沖輸出類型選擇如下圖,圖中組件的含義如下所述
工藝對象”軸“組態
”軸“工藝對象是用戶程序與驅動的接口。工藝對象從用戶程序中收到控制命令,在運行時執行並監視執行狀態。“驅動”表示步進電機加電源部分或者伺服驅動器加脈沖接口轉換器的機電單元。驅動是由PLC產生脈沖來控制“軸”工藝對象的。運動控制功能指令塊必須在軸對象組態完成後才能使用。
工藝對象的組態包括以下幾個部分:
參數組態
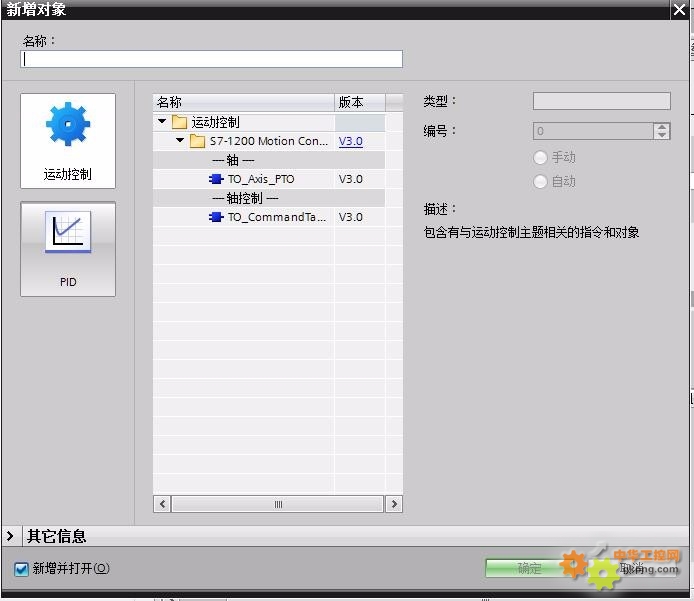
參數組態主要定義了軸的工程單位(如脈沖數/秒,轉/分鐘),軟硬件限位,啟動/停止速度,參考點定義等。進行參數組態前,需要添加工藝對象,具體操作為:選擇項目樹——>工藝對象——>插入新對象選項,如圖3-18所示,雙擊該選項彈出插入新對象對話框,單擊Motion選項,在名稱文本框中輸入對象名稱,選擇軸對象數據塊編號,單擊“確認”按鈕確認。
單擊完成後可以在項目樹中看到添加好的工藝對象,雙擊Configuration(組態)選項進行參數組態,如圖所示,進入工藝對象組態目錄樹,如下圖所示:
(1)硬件接口
硬件接口組態如下圖所示,圖中所示組件的具體含義如下所述:

選擇脈沖發生器:此下拉列表框中可選擇使用Pulse1或Pulse2作為脈沖輸出。
設備組態:此處可進入PLC模塊硬件組態頁面。
用戶單位:為系統選擇長度單位,包括毫米、米、英寸、英尺、脈沖數、角度。
(2)驅動器信號:
驅動接口組態如下圖所示。圖中所示組件的具體含義如下所述:

選擇”啟用輸出“:設置使能滑臺伺服的輸出點。
選擇”輸入就緒“:設置驅動器狀態正常輸入點,當驅動設備正常時會給出一個開關量輸出,
此信號可接入到CPU中,告知運動控制器驅動正常。如果驅動不提供這
種接口,可將此參數設為”True“。
(3)機械
機械組態如下圖所示,圖中所示組件的具體含義如下所述:
電機每轉脈沖數:電機旋轉一周所需的脈沖個數。
電機每轉的運載距離:電機旋轉一周機械產生的位移。
(4)位置監視
位置監視組態如下圖所示,圖中所示組件的具體含義如下所述。
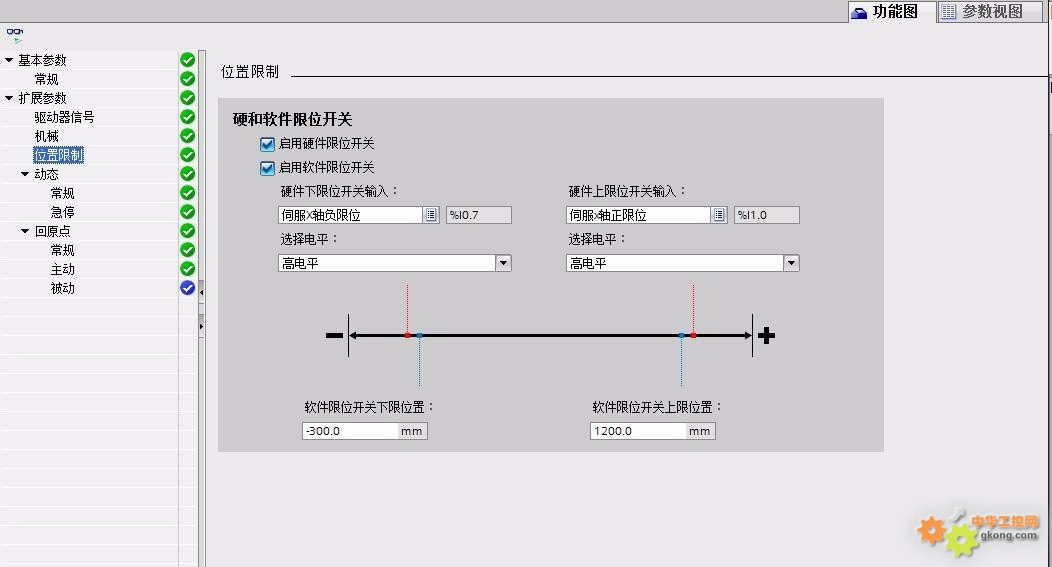
激活硬限位開關:使能機械系統的硬件限位功能,在軸到達硬件限位開關時,它將使用急停
減速斜坡停車。
啟用軟限位開關:使能機械系統的軟件限位功能,此功能通過程序或者組態定義系統的極限
位置。在軸到達軟件限位開關,軸運動將被停止。工藝對象報故障,
在故障被確認後,軸可以恢復在工作範圍內的運動。
輸入硬限位開關下限
輸入硬限位開關上限
選擇電平:限位點有效電平,分為High Level(高電平有效)和Low Level(低電平有效)
兩種
軟限位開關下限位置
軟限位開關上限位置
(5)動態參數
動態參數組態如下圖所示,圖中所示組件的具體含義如下所述:
速度限值的單位: 此處選擇速度限制值單位,包括revs/min(轉/分鐘 )和Pulse/s(脈
沖數/ 秒)兩種。
最大速度:定義系統的最大運行速度,以毫秒/秒為單位的最大速度,由系統自動計算。
啟動/停止速度:定義系統的啟動/停止速度,考慮到電機的扭矩等機械特性,其啟動/停止
速度不能為0。
加速度
減速度
加速時間
減速時間
加/減速度與加/減速時間這兩組數據,只要定義其中任意一組,系統會自動計算另外一組數 據,這裏的加/減速度與加/減速時間需要用戶根據實際工業要求和系統本身特性調試得出。
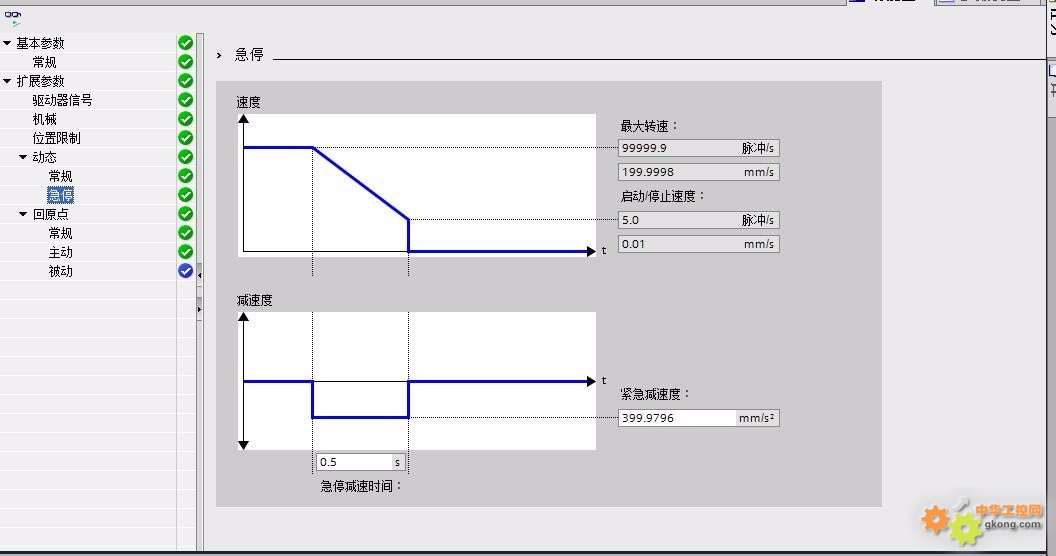
(6)急停
急停組態如下圖所示,圖中所示組件的具體含義如下所述:
緊急減速度:此處定義從最大速度到啟動/停止速度的減速度
急停減速時間:此處定義從最大速度啟動/停止速度的減速時間

(7)回原點
回參考點組態如下圖所示,圖中所示組件的含義如下所述:
輸入參考點開關:此處定義參考點,一般使用數字量輸入作為參考點開關。
允許硬限位開關處自動反轉:此處可使能在尋找參考點過程中碰到硬件限位點自動反向,在激活
回參考點功能後,軸在碰到參考點之前碰到了硬件限位點,此時系
統認為參考點在反方向,會按組態好的斜坡減速曲線停車並反轉。
若該功能並沒有被激活並且軸到達硬件限位點,則回參考點過程會
被立即停止。
逼近/回原點方向:此處定義在執行尋找參考點的過程中的初始方向,包括正向尋找和負向尋找
兩種方式。
參考點開關一側:此處定義使用參考點左邊沿或者右邊沿。
逼近速度:在進入參考點區域時的速度。
參考速度:在進入參考點區域後,到達參考點位置時的速度。
原點位置偏移:在參考點開關位置和參考位置有差別是,在此時輸入距離參考點的偏移量。軸以
到達速度接近零位,在MC_Home語句的”位置“參數指定絕對參考點坐標。
參考點位置:參考點坐標有MC_Home指令塊的Position參數確定。


PLC運動控制功能塊
(1)使能輸入
軸在運動之前必須先被使能。MC_Power塊的Enable端變為高電平後,CPU按照軸中組態好的方式使能外部伺服驅動;當Enable端變為低電平後,軸將按照StopMode中定義的模式停車。當StopMode端值為0時,將按照組態好的方式急停。當StopMode端值為1時將會立即終止輸出。

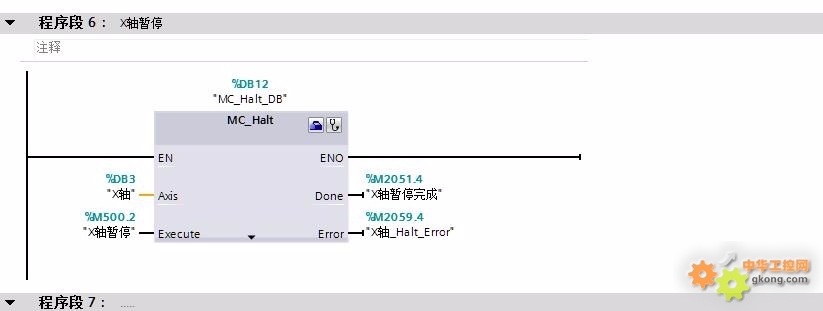
(2)停止
MC_Halt塊用於停止軸的運動,每個被激活的運動指令,都可以由此塊停止,上升沿使能Execute後,軸會立即按組態好的減速曲線停車。
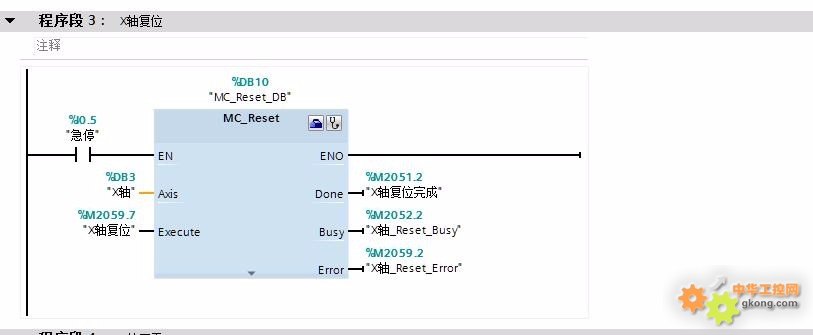
(3)復位
如果存在一個需要確認的錯誤,可通過上升沿激活MC_Reset塊的Execute端,進行錯誤復位。
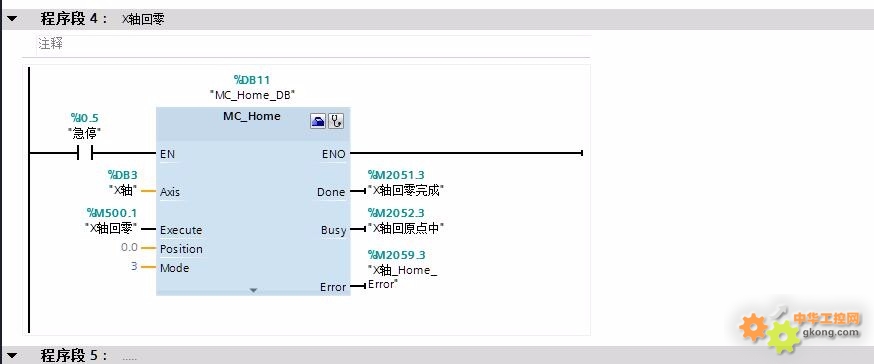
(4)回零
此指令用於定義參考點位置,上升沿使能Execute端,指令塊按照Mode中定義好的值執行定義參考點的功能,回參考點過程執行完畢,工藝對象數據塊中HomingDone位被置1。
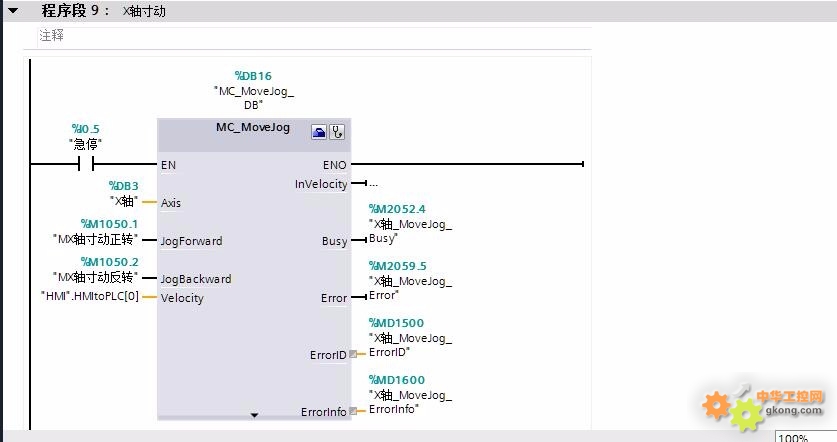
(5)點動:
MC_MoveJog指令塊用於設置軸的點動模式,Velocity端輸入軸的點動速度,然後置位JogForward(向前點動)或JogBackward(向後點動)端,軸即可以動。當JogForward(向前點動)或JogBackward(向後點動)端復位時點動停止。
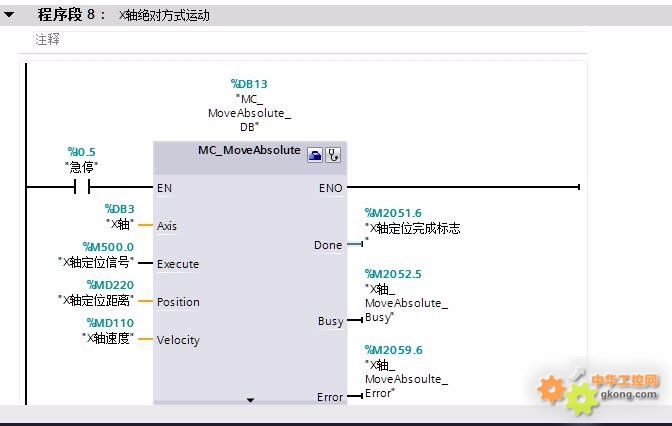
(7)絕對移動
Mc_MoveAbsolute 指令塊需要在定義好參考點,建立起坐標系統後才能使用,通過制定參數Position和Velocity可到達機械限位內的任意一點,當上升沿使能Execute選項後,系統會自動計算當前位置和目標位置之間的脈沖數,並加速到指定速度,在到達目標位置時減速到啟動/停止速度。
S7-1200 的運動控制